Precision-engineered systems for modern high-throughput environments.
Hangzhou Maith Conveyor Co., Ltd. is a professional manufacturer specializing in warehouse conveyor systems, smart logistics automation equipment, and advanced material handling solutions. Established in 2013, we have cemented our position as a global leader in the distribution, manufacturing, and e-commerce sectors.
Our operation integrates R&D, system design, precision manufacturing, and international OEM/ODM support into a complete industrial automation ecosystem. With CE Certification across our core product lines, we ensure that our global partners receive equipment that meets the highest safety and performance standards of the European Economic Area and beyond.
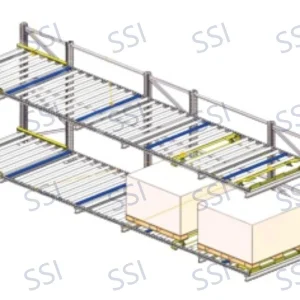
In the era of "Industry 4.0," the demand for fluid, non-linear material movement has skyrocketed. Traditional linear conveyors are no longer sufficient for high-complexity fulfillment centers where parcels must be sorted, diverted, and rotated in milliseconds. Multi-directional conveyors (incorporating ball transfer units, omni-wheels, and 90-degree pop-up transfers) have become the backbone of modern intralogistics.
Global logistics automation is projected to grow at a CAGR of 15%, driven by labor shortages in Europe and North America and the explosion of ultra-fast e-commerce.
Integration of AI-driven pathfinding and IoT sensors allows multi-directional systems to self-optimize flow, reducing bottlenecks by up to 40% compared to static lines.
Future-ready systems focus on energy recovery (regenerative braking) and modular designs that allow for easy repair rather than complete replacement.
As a Hangzhou-based manufacturer, Maith Conveyor leverages the world’s most sophisticated industrial cluster. Our supply chain resilience is built on three pillars:
Recent field data from our European distribution partners shows that implementing Maith’s multi-directional pop-up transfers reduced package sorting errors by 22% and increased total facility throughput by 35% within the first six months of operation.
Multi-directional conveyor systems are not one-size-fits-all. We tailor our engineering to specific regional and industrial needs:
Used in "Zone Picking" environments where items need to move between different picking aisles dynamically. Essential for firms like Amazon, Shopee, and Zalando.
Precision multi-directional movement allows for heavy chassis parts to be rotated and positioned for robotic assembly with sub-millimeter accuracy.
Our CE-certified systems manage the high-security requirements of airport hubs, ensuring seamless transfers between check-in, sorting, and loading bays.
Safety is non-negotiable. Our CE Certification signifies compliance with EN ISO 12100:2010 and other critical safety directives. We provide:






Direct answers from our engineering team to help your procurement process.
It confirms that our systems meet EU health, safety, and environmental protection standards. This is essential for legal operation and insurance compliance in Europe.
Yes. Our PLC control systems are designed for open-protocol communication (Profinet, EtherNet/IP, Modbus) allowing seamless integration with warehouse management software.
Standard modules ship within 4-6 weeks. Custom-engineered layouts typically take 8-12 weeks from design approval to factory acceptance testing (FAT).
Absolutely. We currently act as the primary manufacturer for several top-tier logistics brands in North America and Southeast Asia, providing white-label manufacturing with strict IP protection.
From smart sushi trains to industrial-grade pallet lifters.